

Volume 42 - Autumn 2016
J Hewit & Sons: A Company History
Part 3 - Then and Now - by Roger Barlee
In my research into the Company I have been reading through old editions of The Scotsman on line. During my reading I came across a very interesting and well-written article on leather tanning in a series on manufacturing in Scotland which the paper was running in the 1860s. The article was written just at the point where change was finally beginning to happen in the leather industry. The full article can be found at www.electricscotland.com. Whilst I would recognise most of the processes that went on in an 1860s tannery, an employee of that era would no doubt be amazed at how innovation has changed the centuries old processes we now have in modern-day tanneries. I thought it would be interesting to look at how things have changed over the last 150 years and how these changes have happened at Hewits.
The Beamhouse
The beamhouse is where the skins undergo their initial processing in the tannery and where the skins are unhaired and fleshed. Today in most tanneries this process would be carried out in wooden drums.

Fleshing Machine
The raw skins on arrival in the tannery would be given a 'dirt soak' and then washed to remove dirt, salt etc. After this skins are run in a drum with a solution of lime that has been 'sharpened' with sodium sulphide to speed the removal of the hair and non-collagen material from the skin. For small skins this process would take 1-2 days and the skins after this would be swollen, clear of hair and ready for fleshing. Fleshing is carried out by machine and in our case took one person around 3-4 hours to flesh 200 skins. After fleshing the skins would be put back into the drum and delimed using ammonium chloride before bating using pancreatic enzymes to remove the hair root trapped in the leather. We are unusual in that we still carry out the process of scudding to remove the last of the hair root and the pigment from our calf and goatskins as this results in cleaner grains.

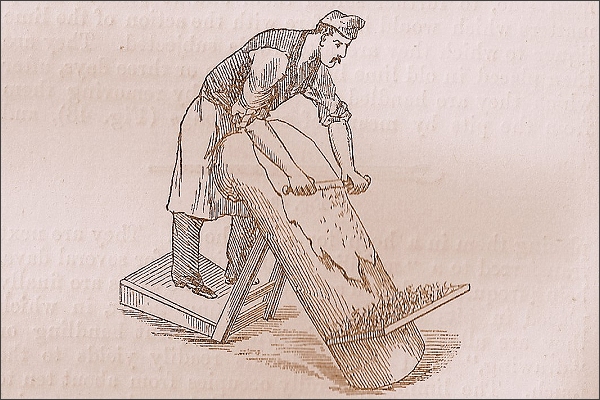
Hand Scudding
In the Victorian era tanneries were often close to the abattoirs and so the skins would often arrive at the tannery fresh and unsalted. Regardless of this the skins still needed to be washed to remove the dirt off the skins and to do this the skins would be soaked for up to 12 hours and in tanneries close to rivers they often used the running water to clean the skins. The process over a beam of unhairing skins was much slower and gentler. The skins were soaked in pits in a solution of lime on its own. Traditionally very weak solutions were used and the skins could be in the lime for 1-2 weeks for small skins to several weeks for heavier hides, although there was a move to stronger lime solutions and immersion for only around a week by the late 1800s.
This advert is reproduced from The Scotsman in 1874
The hair was still attached to the skins at this time, but quite loose and this was then removed over a beam. The hair would be collected and sold.
We were still liming all our calf, goat and pigskins in pits, beam unhairing and selling the hair into the 1950s. The hair was sorted into white and mixed colours, as white hair was more valuable since it gave cleaner plaster. The unhairing pits were removed in the early 1950s shortly after my Father had returned from the Leathersellers College in London.

Lime pits in Currie, early 1950s
After the skins had been unhaired the skins were then fleshed by hand on a beam, a process we carried on using on our calfskins until the 1980s when a suitable small-skin fleshing machine was purchased. Hand fleshing is a very skilled operation using a double-sided knife to both cut and scrape the fleshy material off the skins. It is also very labour intensive and in the days of us hand fleshing a pack of calf it took 3 men 8 hours to do what one man can now do in 4. My father has a lovely story from the 1950s. Bill Purdey, the tannery foreman who had been with the firm for over 50 years, was hand fleshing along with a strapping young lad in his early twenties. Bill was a chain smoker and was taking a break every 5 or 6 skins for a cigarette, however the young lad still could not keep up and eventually had to be dragged away before he attacked Bill as his frustration grew.
Unhairing Calf over a beam

Hand Fleshing
 Following on from hand-fleshing the skins, they needed bating or puering. This was a remarkably primitive process that both de-limed the skins and also relaxed the grain of the skin to assist the removal of the hair root and pigment out of the grain. Larger skins were bated using a solution of pigeon dung in cold water for around 10 days, In the case of smaller skins they were puered in water at body temperature using dog dung. The bater or puerer was a very skilled operative as the concentration of enzymes would vary from batch to batch, and over-doing the process would damage the grain of the skins. This process continued until the 1920s when pancreol bates were first introduced, and it was stated that as late as 1919 in London alone £5,000 was spent in collecting and purchasing these products. Although a disgusting job, the trade of collecting dung was obviously well remunerated as in 1872 we advertising for pigeon dung in The Scotsman - One way of keeping the streets clean!
Following on from hand-fleshing the skins, they needed bating or puering. This was a remarkably primitive process that both de-limed the skins and also relaxed the grain of the skin to assist the removal of the hair root and pigment out of the grain. Larger skins were bated using a solution of pigeon dung in cold water for around 10 days, In the case of smaller skins they were puered in water at body temperature using dog dung. The bater or puerer was a very skilled operative as the concentration of enzymes would vary from batch to batch, and over-doing the process would damage the grain of the skins. This process continued until the 1920s when pancreol bates were first introduced, and it was stated that as late as 1919 in London alone £5,000 was spent in collecting and purchasing these products. Although a disgusting job, the trade of collecting dung was obviously well remunerated as in 1872 we advertising for pigeon dung in The Scotsman - One way of keeping the streets clean!
The skins would then be scudded as we still do today.
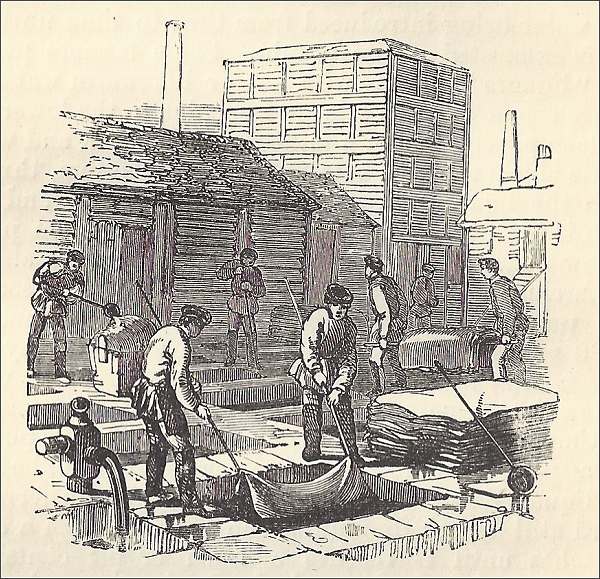
The Tanyard
The vegetable tanning of hides and skins these days varies to a degree dependent on the thickness and end use of the leather. Heavy leathers, especially vegetable tanned sole leather, are still tanned in pits and in the most traditional tanneries this is still done using oak bark with the skins staying in the bark solution anywhere from 4-12 months. In Europe at least most light leathers are tanned in drums using either liquid vegetable tanning leached from the raw material or a spray-dried powder of the same. Light leathers take around 1-2 days to tan in a drum and are then 'horsed up' for 3-4 days to allow the water to drain away before being sammied (an industrial mangle) and set-out to squeeze the water out of the skins and flatten them. Vegetable tannins initially fix by hydrogen bonds that are quite weak and do not form until the water levels within the skin drop, hence the reason why the skins are left to drain.

Tanyard
In the 1860s the main method of tanning skins regardless of size was to do so in pits using oak bark. In most modern tanneries the skins would be kept moving by suspending the skins and then using rockers to gently move them. 150 years ago this was carried out to a large extent by man-power, lifting the skins from the pits using tongs from time to time to allow the solutions to be refreshed and strengthened as the skins slowly tanned. Each tannery would have its own bark mill where the oak bark would be ground up, and as in the case of our fire in 1868 (article 2) this was a source of very flammable dust that could easily catch fire.
Leaving skins in layers of tan, although a very good way of tanning leather is certainly slower than when the skins have movement as happens today, with tanning of cow hides taking between 4 & 12 months depending on the weight of the hide. In the 1860s various methods of speeding up the processing were already being trialled and the article mentions three methods being used in tanneries in Edinburgh.

Tan Yard Messrs Walker Ltd, Litherland, circa 1920
The Paddle with Dash Wheel would probably have been used for lighter leathers. A small paddle was partially submerged into the pit. This would stir up the water in the pit and keep the skins moving around. This method was successful and developed into the paddle as it became called (pictured). We had a paddle in the tannery until the late 1970s and this was used for tanning and dyeing sheep skivers in the days of 'batwing' weight skins (0.2-0.3mm) as the action of the drums was too severe for these ultra thin skins.
Paddle with Dash Wheel
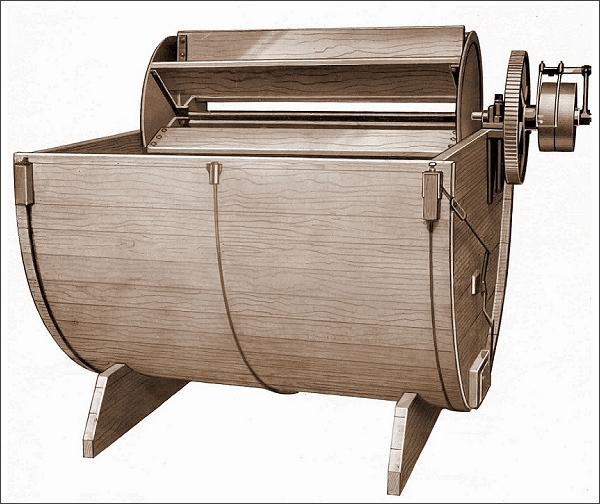
The Slatted Drum was the precursor to the modern tanning drum. The skins would be attached to the slats on the drum and as the drum rotated the skins passed through the tanning liquor and then were lifted out as the drum went around. This gave the skins some movement in the liquor plus when the skins were lifted out of the float a small amount of squeezing would push the tans through.
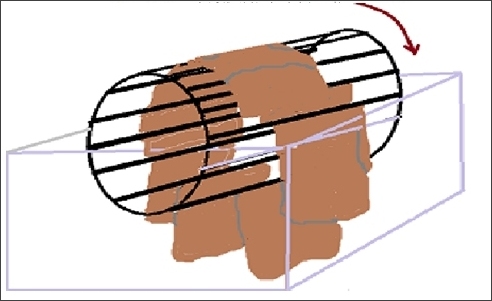
The Slatted Drum
 The Bottle Tanning method was used almost exclusively for small skins and according to the article the process was 'invented' by J & G Cox of Gorgie Mills in Edinburgh. (This statement was completely wrong as bottle tanning is an ancient process - re-introduced into Edinburgh might be a better description.) The skins after puering would be drained and then sewn on sewing machines into water bags, if necessary sewing around any holes in the skin. After this the skins was filled through a leg hole with a solution of sumac liquor and then tied off. The bottles were then thrown into a vat containing a weak sumac solution and swirled around with wooden batons for the day. At the end of the day the bottles were lifted out onto a sloping shelf around the vat, piled up and left to drain overnight. The following day the process was repeated. On the third day the skins were cut open having completely tanned through. This was therefore a very quick process although very labour intensive. Hewits adopted this process for tanning their calfskins and in the 1940s were proudly advertising that they were still bottle tanning. When my Father returned from leather college in the early 1950s there was a team of around 6 very imposing ladies who did all the sewing and running of the vat until my Father stopped the process after installing tanning drums in the Currie premises.
The Bottle Tanning method was used almost exclusively for small skins and according to the article the process was 'invented' by J & G Cox of Gorgie Mills in Edinburgh. (This statement was completely wrong as bottle tanning is an ancient process - re-introduced into Edinburgh might be a better description.) The skins after puering would be drained and then sewn on sewing machines into water bags, if necessary sewing around any holes in the skin. After this the skins was filled through a leg hole with a solution of sumac liquor and then tied off. The bottles were then thrown into a vat containing a weak sumac solution and swirled around with wooden batons for the day. At the end of the day the bottles were lifted out onto a sloping shelf around the vat, piled up and left to drain overnight. The following day the process was repeated. On the third day the skins were cut open having completely tanned through. This was therefore a very quick process although very labour intensive. Hewits adopted this process for tanning their calfskins and in the 1940s were proudly advertising that they were still bottle tanning. When my Father returned from leather college in the early 1950s there was a team of around 6 very imposing ladies who did all the sewing and running of the vat until my Father stopped the process after installing tanning drums in the Currie premises.
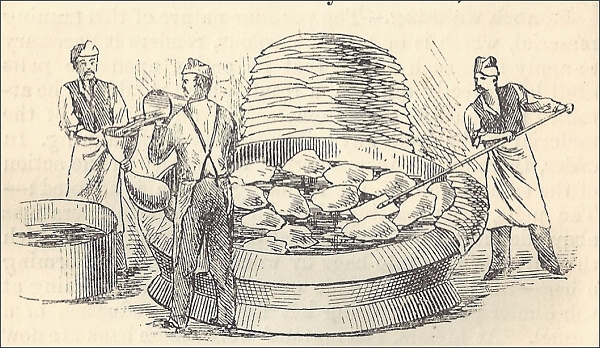
Skins being filled with sumac tan, in the tanning barrel and also piled and draining



Bottle tanned calfskins ca. 1950, showing the stitching around the edges and also around a hole in the skin
Currying
After tanning the skins would be dried out prior to sorting and further processing. This processing was known as Currying (or leather dressing for small skins) and as I mentioned in previous articles had to be carried out in separate premises by law until the 1820s.
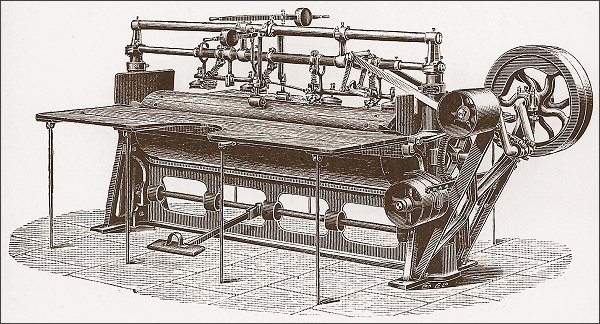
There is a divergence at this point in the order things were carried out. In a modern vegetable tannery, after the skins have been 'horsed up' for 2-3 days the skins would be 'sammied and set' before being dried. Sammying skins has two purposes. It removes the majority of the water from the skins prior to drying slowly but also flattens the grain of the skins therefore helping to reduce growth marks in the leather . A sammying machine is a large industrial clothes mangle with felt rollers that squeezes the water out of the skins under great pressure. It is very efficient at doing this, however it tends to create pleats in the leather and these are then removed before drying with a setting out machine otherwise the pleats show up at the end of processing.
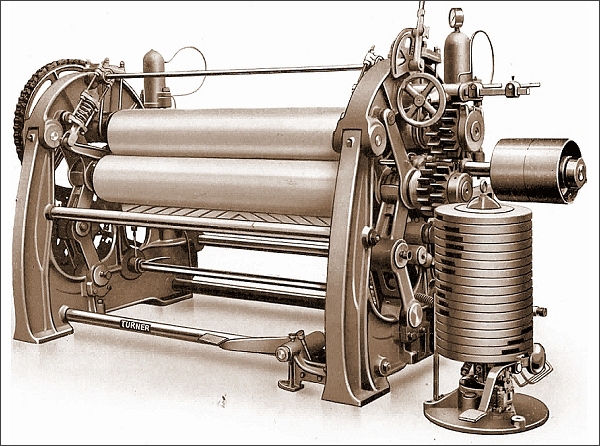
Turner Sammying Machine
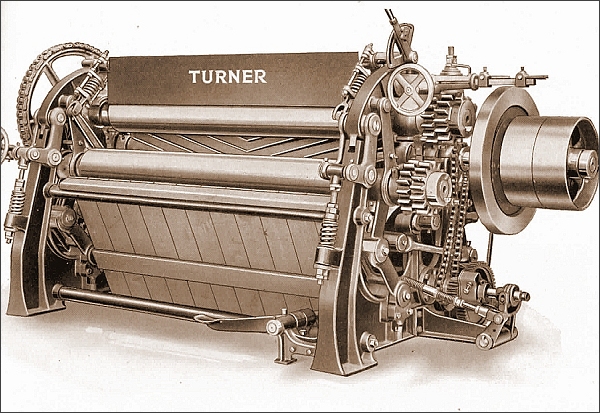
Turner Setting-Out Machine
After being dried to crust, the skins are then sorted in to grades/sizes, etc. and would then be shaved prior to putting the skins back in to a drum for re-tanning, dyeing and oiling.
In the 1860s sammying and setting out of leather prior to drying was not done and the skins would have just been hung up to dry at that stage. Drying would therefore have taken a little longer as a result. Your 1860s shaver would be most envious of modern shaving machines as they would have done all their shaving by hand over a beam working on a strip around 8-10" at a time. Shaving was done over a flat beam with a 'T' shaped knife. We have a pricelist from 1901 that illustrates the costs involved in hand shaving. The price charged was dependent on the tannage, the thickness required and the length of the skin. On the calf you can see that the cost per dozen skins increased from 5/- (Shillings) to 10/- as the skin went from 28-40" in length with softer sumac tanned skins costing an extra 1/- per dozen. In the case of the coloured Persian goatskins from 1/6 to 4/6 as the skins were progressively shaved from 'Stout' to 'Extra Light' (The labour cost of 1 shilling would be comparable to £18 nowadays).
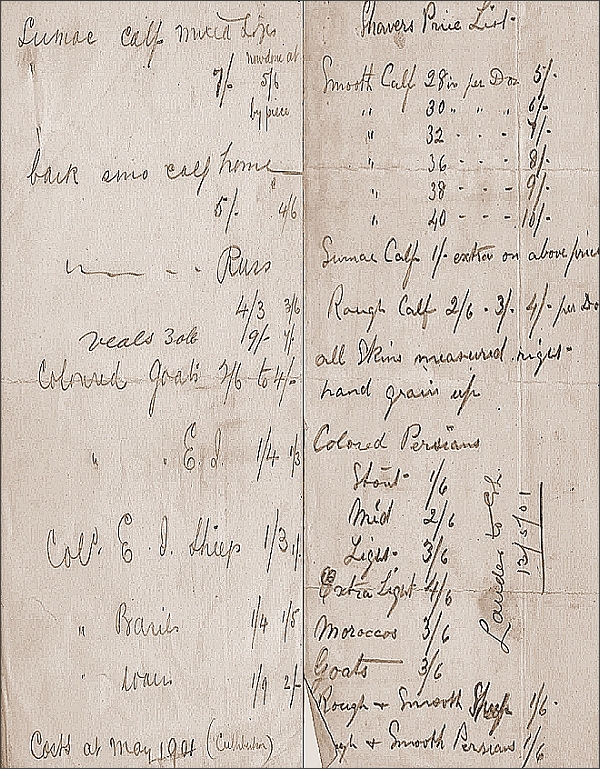
Hand Shaving Price List circa 1901

Hand Shaving
The thickness would be measured by feel. It is remarkable how the trained tanner can tell the substance of leather quite often to around 0.1 of a millimetre, although thickness gauges are very useful! Splitting of leather on a band-knife splitter first started to appear in larger tanneries in the 1860s and shaving machines around 1890. When split, skins were not taken to a final substance as the machines of that era were not accurate enough. The process however saved on the amount of hand shaving necessary to bring a skin to substance, and had the added benefit that on heavier skins a flesh split could also be produced.
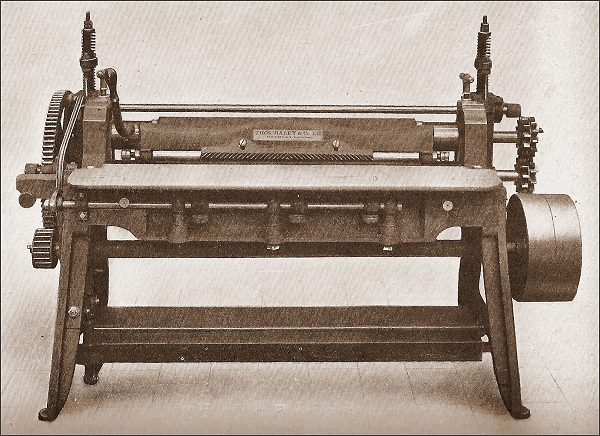
An early splitting machine
As an aside, it was the introduction of shaving machines that was partly responsible for the poor state of bookbinding leathers at the end of the 1800s. Leather-bound books were being mass-produced, and until that time the bookbinder had to pare all their skins down for the joints and edges. Suddenly the whole skin could be supplied wafer-thin so the bookbinders ordered their leather as thin as they could as a result. These books were the paperbacks of their day and the longevity of the leather was not taken into consideration. Unfortunately dealing with the consequences of having thin leather, laced with sulphuric acid to dissolve out the iron stains from the grinding of the knives, was not thought of as a priority until the books started disintegrating 15-20 years later.
In your 1860s tannery the currying department would not have had process drums to carry out the dyeing and oiling of leather and this was therefore all done by hand. After shaving the skins would first of all be soaked in water and then they were worked by hand in a process called scouring. This involved working the skins to flatten them out and remove wrinkles. This could be done using warm water, slickers, stones and brushes stretching the skins out on a stone table. In addition to removing the wrinkles the process of sleeking the skin also squeezed out the excess tans from the leather and cleaned the grain of the skins. The leather was worked on both the grain and the flesh.
Machines for scouring leather were just beginning to appear in the 1860s and at least one was in use in Edinburgh at that time. The early machines worked on the same principles as hand scouring with blades on arms. From reading books from around 1900 it appears that many of these machines, whilst very useful, were too harsh for the grain-side of the leathers and were predominantly used on the flesh of the skin as a result.
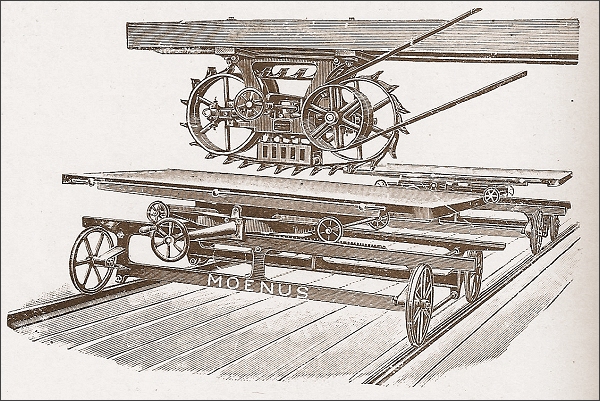
Early Scouring Machines
Following scouring the skins would then be soaked for 1-2 days in a warm solution of sumac. This replaced some of the tans that had been removed by scouring and also brightened up the grain of the skins. The skins when still wet would then be stuffed with oils in order to make them supple. This was done using dubbin (a mixture of tallow and cod oil) and applied with brushes to both the grain and flesh of the skin. The leather would then be hung up in sheds to dry, and as the water evaporated out of the leather the oils gradually replaced the water inside the skins. After the leather had dried it was then scraped with a slicker to remove the excess grease of the surface.
I have not mentioned dyeing up until now. Dyeing of leather dates back many centuries, however the colours achieved were limited compared to what is available today as synthetic dyes were not discovered until the late 1850s. Perkin made the first of the synthetic dyes (mauveine) in 1856 from coal tar. Commercial production of the first aniline dyes (named as such because many were derivatives of aniline) starting around 1869, so your tannery in 1860 would have been using vegetable dyes and mordants to dye their leathers.
The main dyestuff used was logwood from the Caribbean, this gave a yellow-brown to red-brown depending on the strength used. Other products used were fustic (yellow-brown), Brazilwood, (red-brown), cochineal (carmine), orchil liquor (maroon) and indigo (blues). These shades could be altered with metal mordants (iron, copper, aluminium and tin salts) to produce brighter shades along with deeper blacks and blues. Interestingly Yorkshire Chemicals were still producing a fustic-based dye, Airedale Fawn Y, that we used until it was discontinued in the 1980s.

Tray Dyeing of Leather
To dye skins the leather was placed in trays, generally in pairs flesh to flesh in order to dye the grains and save on dyes. The skins would be drawn through the tray several times in order to achieve the depth of shade required.
The curriers' job, though not one of the most pleasant-looking, is one of the most healthy of occupations, though the work is very heavy. They were also well compensated for their efforts. In 1868 the general average working wage was in the region of £1 & 6 shillings per week and today average earnings are in the region of £26,000. A time-served currier on piece work however could be earning up to between £2 and £3 per week. Even taking the mid-point of £2 & 10 shillings this would equate to over £50,000 per annum illustrating how highly paid and valued these workers were to the tannery owners.
The article from The Scotsman in 1868 was therefore written at a very exciting time for leather tanning. This was the end of the craft era of leather tanning and the industrial revolution was just around the corner. Over the next 50 years huge changes took place with the introduction of recognisable modern machinery and the change from organic tanning to chemical tanning of leather. Many mistakes were made along the way as I alluded to in 'The Manufacture of Leather - part 7' and this led to the start of study of leather science in Great Britain by Professor H.R. Proctor at Leeds University. This work is on going to this day at the BLC - The Leather Technology Centre and at the Institute of Creative Leather Technology, both in Northampton. The necessity for leather technicians to understand the chemistry behind the processes became increasingly important and by the early 1890s the Herold's Institute had been established in London to train the next generation of leather tanners. My youngest son Andrew, currently in his final year at school, is hoping to join the business and study at the Leathersellers College in Northampton in a few years time to become the fourth generation of leather chemists working for Hewits.
Acknowledgements
My thanks to Roy Thomson and Graham Lampard for their time and proof reading & The Museum of Leathercraft, Northampton for allowing me access to their journals
Illustrations come from
The Manufacture of Leather - H. G. Bennett 1920
The Principles of Leather Manufacture - H.R. Procter 1903
The Art of Leather Manufacture - A Watt 1885
The Leather Trades Review - 1886
Turner Tanning Machinery Co Ltd catalogue
Skin Deep - Volume 42 - Autumn 2016
Download Skin Deep - Volume 42 in PDF Format